|
HOME |
All About Watermills The River Wey, with its reliable all-year-round flow of water, stimulated the development of milling for a variety of industries that flourished throughout the valley for hundreds of years. Flour milling is traditionally associated with watermills, but in reality the mills swapped and changed uses according to market forces. Mills along the Wey produced everything from flour and animal feed, to paper and cloth, and leather and gunpowder. |
Wey WEY LIFE |
 |
||
|
Power for a Range of Industries Until the 18th century, water and wind were the only sources providing mechanical power. A watermill makes use of the considerable energy available from the weight of water falling against a wheel equipped with buckets or paddles. The wheel rotates converting this energy into the power needed to rotate a series of axles and cogs that drives the machinery housed in the mill. By the end of the 17th century there were over 20,000 watermills operating in England alone. There were more mills per mile along the Wey than anywhere else in Britain, with the mill at Coxes Lock near Addlestone in Surrey being the largest. The main river powered 22 mills at one point. Most parishes had a mill which ground corn grown locally for local consumption. The last commercial mill in Surrey was Botting’s Albury Mill on the Tilling Bourne, a tributary to the Wey, which closed in 1990. Historically the majority of watermills were originally developed as corn mills, but as the centuries progressed new industrial processes harnessed the power of water, and mills adapted accordingly. Notable use changes included the production of paper, leather dressing and fulling. The highly specialised gunpowder mills at Chilworth, Surrey during the 17th and 18th centuries were the most important in the country. By the late 19th century the more efficient and easier to maintain water turbines had been introduced, and this innovation was soon to change the traditional look of watermills. The turbines were a lot more compact than the waterwheels and contained a ‘rotor’ or rotating wheel encased in an iron chamber with the pressure of the water falling onto the rotor’s vanes providing the propulsion to the drive shaft. The original watermills were small containing only a pair of stones, and this was quite typical until the end of the 18th century when the demand for flour rapidly increased with many mills running two to five pairs of stones. Most mills along the Wey were built of timber and brick due to the poor supply of stone in the region. The early waterwheels were made of wood, and there is a good example preserved at Shalford Mill (GR: ) near Guildford, but during the 19th century most were replaced by wheels made partially or entirely of iron. The Unpopular Manorial System There was a great dominance in the milling industry during the medieval period (1066 – 1666) of the manorial system, which was understandably extremely unpopular. This was a feudal system that gave the landowners exclusive right to build a watermill and to compel their agricultural tenants to bring their grain to the manorial mill. The miller took a toll, the milling soke, of the flour produced and usually one sixteenth of the output, on behalf of the owner. However many millers were accused of taking an excessive toll usually for personal gain, which found most millers extremely distrusted. The extent of this distrust is perfectly illustrated by the Middle Ages writer Geoffrey Chaucer (1335 – 1400) in his Canterbury Tales, where he pokes considerable fun at the miller in the Reeve’s Tale. Independent Mills & Modernisation After the reign of Elizabeth I the milling soke system gradually disappeared which stimulated the development of new independent mills and process modernisation. The main stimulus which saw considerable expansion in the industry was the development of the railways in the first half of the 19th century by opening up markets and supply routes. Further developments in being able to provide finer quality flour were introduced by the repeal of the Corn Laws in 1846. These laws had prevented the import of corn to protect British farmers, and their repeal enabled millers to buy grain from abroad, and especially America which was more suited to producing fine white flour for the baking of fine white bread. This was followed in the 1870s by the invention of roller mills in which grain was passed between pairs of fine steel rollers that not only produced a finer meal, but were also a lot faster and more efficient than milling using a pair of stones. The roller mills and the introduction of first steam for propulsion, and then electricity quickly brought about the demise of the isolated small watermills. The new modern mills also developed more sophisticated refining and sifting machinery and the entry level was well beyond the means of the independent miller. By the early 20th century virtually all of the watermills along the Wey Valley had been forced to close, and all bar Coxes Mill on the Wey near Weybridge were unable to compete commercially. A few of the traditional mills tried to eke out a living by producing animal feed but the income derived proved to be inadequate. Many of the smaller mills on the Wey Navigations had however survived for a lot longer than those elsewhere in the country as the waterway provided easy access to the Thames and the markets beyond. Types of Watermill Watermills are classified according to the point of water entry on to the waterwheel, or paddlewheel. Undershot wheels, where the water hits the blades or paddles at a low level, were usually used where water was slow running, typical in flat areas with slow running shallow rivers. The majority of mills along the Wey used this type of wheel.
Overshot wheels were used where the water was fast flowing in hilly areas that enabled the water to strike the blades from above. This method usually required a high level embankment or millpond to be especially constructed but had the benefit of needing only a small amount of water to turn the wheel.
Breastshot wheels are where the water meets the wheel somewhere in the middle, and operate on rivers with a large volume of water flowing at a low velocity. The water was fed through an open-topped pentrough or an enclosed pipe directly onto the wheel.
All of these waterwheels rotated vertically. Horizontally spinning vanes could also drive mill machinery, although there were no mills of this type in the Wey Valley. The mill architects would determine the head of water available, this being the difference in the height of the water level between the upstream and downstream sides of the mill, and the regularity of the flow of water in deciding which point of entry to use. The power available to the mill machinery could be increased by making the wheel wider, although the wider the wheel the more difficult the construction. The widest wheel with paddles a staggering 5 feet (1.5m) wide was at Elstead Mill straddling the River Wey in Surrey. The Mill Pond - Power Reservoir Many mills, especially those located where water flow is shallow and slow or erratic, constructed mill ponds alongside to provide a dependable reservoir of water. The miller could regulate the flow from the pond through a sluice gate or penstock sluice which formed a barrier across the water flowing from the pond to the mill. In the early sluice gates, individual planks of wood were raised from or lowered into the sluice to adjust the flow. This system was eventually replaced by a ratchet and pawl system of cogs that moves a paddle up and down by simply winding a handle. The mill pond often provided an additional resource and was used by the miller as a fishery to generate further income. Eels, an important fish in medieval times, were often farmed this way. The Mechanics of a Watermill The waterwheel as it rotated turned a horizontal shaft resting on bearings that was geared to the pit wheel, also a vertical but far smaller cogged wheel that was located in the bowels of the mill. The pit wheel gears into the cogs of a horizontal wheel called the wallower. It is this wheel that converts the horizontal movement generated by the turning of the waterwheel into a vertical one, as it rotates the huge shaft that penetrates up through the floors of the mill to provide power for the array of stones and secondary machines used by the miller. Further up the shaft the great spur wheel engages its spinning cog teeth with smaller horizontally spinning gear wheels called stone nuts. These are connected to the millstones on the floor above them via small axles, and provided the substantial turning power to rotate the uppermost stone of each pair. In some mills a lay-shaft lying horizontally beneath the floor could drive a row of millstones in much the same way. The crown wheel near the top of the upright shaft drove all the ancillary machinery including the sack hoist, flour graders and wheat cleaners.
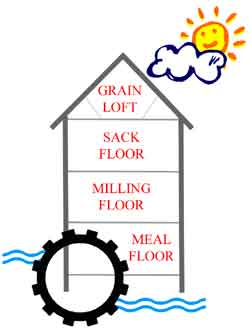
The Millstones The purpose of the stones was a simple one, and that was to break the wheat kernel to produce flour. Millstones came in different categories according to the quality of grind they were able to achieve. For producing flour for human consumption stones capable of extremely fine grinding were needed. The best had to be imported from either Cologne in Germany as ‘burr stones’, or from the Paris Basin in France as ‘cullen stones’ Rougher millstones suitable for producing animal feed were sculpted from Derbyshire rock and supplied as grit ‘peak stones’. The pair of stones are covered with round wooden cases or tuns to contain the flour and stop it flying everywhere. Millstones wear down after use and have to be dressed, the process involving using a hammer and chisel to re-cut the furrows in the upper or running stone. How Flour was Ground The grain to be ground arrived at the mill and was lifted in sacks by a hoist usually powered by the waterwheel and stored in bins in the loft on the uppermost floor. The hoist in many mills was shielded by a structure called a cupola that protruded out from the upper floors and gave the mill building their distinctive look. Prior to being presented for grinding the grain was fed down spouts from the loft bins to be cleaned using ‘dressers’ which were simple but effective shaking or rotating machines. The winnower separated the wheat from the chaff often with a fan that blew the chaff off quickly. Later mills incorporated a magnet to catch any screws or pieces of iron that had fallen into the sacks which otherwise would ruin the millstones. At a time when Surrey cereal grasses were being infected with fungus attacks from smut (Ustilaginales) a machine aptly named a smutter was used to remove the spores. The clean grain was re-bagged and returned to the loft to be fed down a different spout from a horse frame into the hopper, and then via the shoe through the central hole around the shaft, and onto the central perimeter of the fixed lower stone or bedstone. A metal 3-sided rod protrudes up from the rotating stone and vibrates the horse above to ensure a constant trickle of grain falls onto the shoe. The ‘clack-clack-clack’ of this damsel rod is an easily recognisable sound of a working mill. The miller could adjust the rate of flow of the grain falling onto the stones from the floor below by pulling on a cord. The rotating action of the carefully balanced upper stone, or 'runner', forced the grain beneath its furrowed grinding surface and out towards the perimeter as meal. This then dropped into a spout beneath the stones to be collected in sacks on the lower floor. It was here that the miller could sample the flour by rolling it between his forefingers and thumb and make any necessary adjustments to the gap between the two stones to increase or reduce the fineness. It is said that it was from this action that the phrase ‘rule of thumb’ came about, and is one now in everyday use. Another popular origin is that there was an old English law that stated it was illegal for a man to beat his wife with anything thicker than the width of his thumb. The first is nicer. An additional process could be utilised after grinding whereby any remaining bran was removed by a bolting machine. Constant Risk of Fire It was vital that the rotating stones always had grain passing between them, otherwise not only would they become damaged but the bare stones rubbing against each other would generate sparks leading to the most common threat of all to millers, fire. Most mills had a warning system to alert the miller to the fact that a hopper had run dry. This consisted of a bell attached to a leather strap that was buried in the grain hopper. If empty the strap was released allowing the bell to fall to the floor below. Mills also had a high proportion of timber used in their construction, making them particularly vulnerable to fire. For this reason throughout the mill a combination of iron teeth meshing with wooden cogs were used in the machinery gearing to eliminate the possibility of sparks. This also reduced noise levels which would otherwise be ruinous to the miller and his workers. The Precariousness of being a Miller Life as a miller was not an easy one. They carried out their calling in an extremely dusty environment that could lead to respiratory problems, and the noise in a mill from all of the machinery was quite considerable. Add to that the dangers of being caught in any one of the unprotected spinning shafts, pinions, gearing and revolving straps throughout the mill, and the constant fear of fire which regularly raised mills to the ground, made for a dangerous working environment. And if by now the elusion of a romantic living has not been shattered, milling as an occupation was a financially precarious one very dependent upon good unblighted harvests, a ready market and customers that needed to pay on time. Mills all along the Wey Valley had their records regularly interspersed with bankruptcies and changes of use. However if a miller got all of the equations right they lived well, as the grandeur of some of the mill houses bear witness to. Production Adaptability Mills were not confined to grain but were used to produce a wide range of products. In fact millers were renowned at their adaptability and they chased the most profitable markets of the time. All along the Wey Valley mill records show changes of use over the centuries that reflected the shifting demands of the local area. After corn milling, fulling was the next industrial process to use water power. In the early 13th century there was a marked spread of fulling mills that equated to an early industrial revolution. Most fulling mills along the Wey were small businesses housing a single trough with a pair of hammers. The hammers were raised by tappets on a shaft that was turned by the waterwheel, and the cloth was pounded in the trough beneath by the hammers falling under their own weight. Many fulling mills were established alongside the existing corn mills and even sometimes under the same roof. King’s Mills in Guildford, built for Henry III on the site now occupied by the White House public house, was documented as having a corn mill, a malt mill and a fulling mill side by side. At their peak there were at least four milling mills in Guildford alone. The close association of many settlements along the Wey with the clothing industry is reflected by names adopted locally. There are numerous pubs called The Woolpack or Golden Fleece, and in Guildford in 1574 every alehouse keeper was required by the Corporation to display a signboard featuring a woolsack. A residential street in the town is called Racks Court for the street was built on the field (GR: SU997492) where the tenter frames used to stretch and dry cloth from the mills were located. MORE ABOUT FLOUR MILLING AND BREAD MORE ON FULLING AND CLOTH MAKING © Wey River 2005 - 2012 |